1厚板件沖壓自動生產線設計思路
汽車厚板件沖壓主要是結構件,如縱梁件、橫梁件、副車架件等,板料厚且u形件較多,大多采用4道工序成形。結合企業未來沖壓產能的發展來確定車間生產線及設備布局,生產線由機械壓力機、沖壓專用機器人、柔性端拾器、視覺自動識別系統和智能網絡系統組成,該布局自動化程度效率高且布局緊湊,可限度地利用產能、縮短開發周期。參照厚板件沖壓的壓力機工藝參數確定壓力機立柱間距、工作臺間距、上/下模高度、裝模調節量、拉深墊形式,采用16000kn+10000kn+8000kn+8000kn共4臺機械壓力機組成壓力機系統,壓力機間距為6500mm,采用氣墊拉深,生產節拍為8~12沖次/min。
具體工藝流程:垛料(原材料)/工序料(含托架)由行車對準拆垛平臺劃線進行定位并放至拆垛臺上,拆垛機器人從垛料上抓取料片,將其放至上料皮帶機,拆垛端拾器上安裝2個靜態雙料檢測開關;通過上料皮帶機將板料輸送至涂油機涂油,再由涂油機將板料輸送至過渡皮帶機,且出口上方有2個動態雙料檢測開關;板料傳輸至對中臺皮帶機,經過視覺對中定位后,由上料機器人將板料送入臺壓力機的模具中,沖壓完成后的工件通過壓力機間機器人取出放置于下一臺壓力機的模具中,重復至最后一道工序;下料機器人在最后一臺壓力機完成沖壓后取出工件放到傳送帶上,由人工檢查并進行裝框。沖壓自動化工藝流程如圖1所示,各個環節均有安全連鎖,確保自動化沖壓件過程安全。

2拆垛上料系統設計
免費技術咨詢: 13763334031
由于汽車結構件料厚、質量重、外形尺寸差異性大(最長坯料尺寸為2600mm,最短坯料尺寸為600mm;最寬坯料尺寸為700mm,最窄坯料尺寸為130mm),且結構、坯料形狀、落料方式不同,如縱梁落料件(見圖2),為了確保板料能分開,采用便攜式拆垛磁力分張器(見圖3),其優點是:①簡單輕便,操作人員容易拿取;②由于材料的差異,需將分張器擺放到需要的位置,確保材料平穩分張。
為了實現柔性生產,拆垛端拾器為通用端拾器,但由于落料工序件孔多,較多區域無法布置真空吸盤,在有孔的區域布置磁力吸盤增加拆垛端拾器的吸力,如圖4所示。對于相對質量輕或無孔的工序件,無需使用磁力吸盤,因為磁力吸盤會吸附鐵屑雜物。真空吸盤和磁力吸盤需分別采用2個獨立的氣路進行控制,并且磁力吸盤采用觸摸屏技術來實現觸摸屏控制,點觸摸屏磁力吸盤按鈕就可以選用磁力吸盤,操作方便快捷。
為確保落料后的工序件能碼放整齊,設計了落料專用碼放架(見圖5),落料專用碼放架采用t形槽設計,方便調整長寬方向實現柔性生產。使用落料專用碼放架可避免落料碼放錯位導致真空吸盤漏真空,保證工序件順利抓取。
3視覺對中系統設計
視覺對中系統主要包括相機、照明系統、計算機(安裝了視覺軟件)、i/o模板、通訊模塊、圖像處理系統、以太網交換機等。板料通過皮帶機及涂油機后,其位置會發生改變,每次停在對中皮帶機上的位置不一樣,如果不進行校正,板料就不能準確地放入模具,甚至導致模具損壞,因此在機器人抓取之前必須進行板料位置的檢測校正。板料到達對中臺停止位后,plc通過現場總線向視覺系統發送觸發信號,視覺系統拍攝并進行圖像處理,計算板料的坐標信息(橫坐標、縱坐標、偏轉角度)。板料坐標信息通過以太網接口傳輸給機器人,機器人根據板料位置信息與保存在系統里的位置信息進行比對,為了確保位置信息精確,落料件采用封閉式落料端作為信息采集,縱梁落料件采取左端的邊線進行比對,使誤差影響降至,臺壓力機上料機器人自動調整位置去抓取板料,確保將板料準確地放入模具中,提高生產效率。

4模具感應檢測設計
厚板結構件大部分為窄長的u形梁件,如皮卡縱梁成形需5道工序:落料沖孔、預成形、成形、整形、側切口,落料沖孔在手動線生產,后4道工序在厚板沖壓自動生產線生產,由于零件前端與后端腹面高度差178mm,預成形模放料后(落料沖孔的坯料為平板料)待成形零件前段大部分處于懸空,在重力作用下易導致尾部翹曲,由于生產過程中的振動,零件感應檢測不穩定。采用前端使用放料開關①+底部感應開關②的設計,同時底部檢測器的額定感應距離適當加大,檢測器型號為bi8-m18-ap6x-h,以確保放料感應器檢測穩定。外形定位依然保留,起到導向作用,保證放料順利以減少生產停線損失。
免費技術咨詢: 13763334031
5線尾輸送裝框系統設計
線尾采用2組皮帶機進行傳輸,線尾皮帶機為伸縮式結構,生產工序3工序件時皮帶可伸至第4臺壓力機中,取消了工序3的空工位設計,不僅節省了空工位支架的制作費用和車間的使用場地,而且降低了模具切換時員工的勞動強度、縮短了模具切換時間及降低了后續空工位的維護費用。2組皮帶傳輸的優點是機器人兩側都可以下料,員工兩邊下料裝框互不干涉,確保下料人員裝框安全、下料流暢并確保工序件不被碰傷。
免費技術咨詢: 13763334031
零件成形后搬運到質量檢測平臺進行在線檢查,質量檢測平臺配備足夠的照明燈以確保能發現縮頸、開裂、壓印、毛刺等缺陷,無質量問題后再由裝框人員分檢裝框。發現質量問題可以在質檢臺上按急停按鈕終止生產,急停與壓力機互鎖,以保證零件成形質量。▍原文作者:支明遠孫林胡小軍

 泰州電廠滌綸收塵袋加盟
泰州電廠滌綸收塵袋加盟 SAB-BR?CKSKES
SAB-BR?CKSKES LüTZE
LüTZE HELUKABEL
HELUKABEL ELETTROTEK KABEL
ELETTROTEK KABEL SUMCAB
SUMCAB tkd-kabel
tkd-kabel PRYSMIAN
PRYSMIAN lappkabel
lappkabel faberkaber
faberkaber BAUDE
BAUDE 翼梭
翼梭 品勝
品勝 VOIA
VOIA 摩米士
摩米士 魔帝
魔帝 羽博
羽博 電小二
電小二 力杰
力杰 美創
美創 龍威盛
龍威盛 樂視
樂視 品迪
品迪 梵斯天使
梵斯天使 ZTE中興
ZTE中興 森博
森博 綠能星光
綠能星光 天地任翔
天地任翔 日月能
日月能 德貝鑫
德貝鑫 CE-LINK
CE-LINK 威思博瑞
威思博瑞 QIC
QIC 漫步者Edifier
漫步者Edifier 捷波朗
捷波朗 雷克沙Lexar
雷克沙Lexar 數控設備照明燈F3雙層軟管燈沖床防爆軟管燈機床照明燈
數控設備照明燈F3雙層軟管燈沖床防爆軟管燈機床照明燈 《歌手》被人扔雞蛋!蕭敬騰的心酸出道史
《歌手》被人扔雞蛋!蕭敬騰的心酸出道史 燕小六華麗升職變身瓜州通判
燕小六華麗升職變身瓜州通判 燕小六華麗升職變身瓜州通判
燕小六華麗升職變身瓜州通判 邯鄲科勝320半自動辣椒醬包青椒醬/板面醬包裝機河北包裝機
邯鄲科勝320半自動辣椒醬包青椒醬/板面醬包裝機河北包裝機 衡水科勝礦泉水灌裝生產線|飲料灌裝生產線|豐潤白酒灌裝生產線
衡水科勝礦泉水灌裝生產線|飲料灌裝生產線|豐潤白酒灌裝生產線 《飯飯男友》甜蜜來襲:我和男神的戀愛游戲
《飯飯男友》甜蜜來襲:我和男神的戀愛游戲 塑料造粒機
塑料造粒機 邯鄲科勝380F標示打碼機|紙張打碼機|河北打碼機
邯鄲科勝380F標示打碼機|紙張打碼機|河北打碼機 邯鄲科勝條形碼打碼機|食品盒打碼機|河北打碼機
邯鄲科勝條形碼打碼機|食品盒打碼機|河北打碼機 衡水科勝生產日期激光噴碼機|化妝品噴碼機|河北噴碼機
衡水科勝生產日期激光噴碼機|化妝品噴碼機|河北噴碼機 醫用骨鉆
醫用骨鉆 德陽雙瓦機械
德陽雙瓦機械 醫用擺鋸
醫用擺鋸 燕小六華麗升職變身瓜州通判
燕小六華麗升職變身瓜州通判 測試機
測試機 鞏義鉑思特選鉀長石礦設備,低品質鉀鈉長石礦除鐵提純方法
鞏義鉑思特選鉀長石礦設備,低品質鉀鈉長石礦除鐵提純方法 江西上饒門式起重機廠家各型號龍門吊選購
江西上饒門式起重機廠家各型號龍門吊選購 生產替代PECO派瑞天然氣濾芯FG372-CE-5
生產替代PECO派瑞天然氣濾芯FG372-CE-5 上海湛流 氨水蒸發器 尿素熱解爐
上海湛流 氨水蒸發器 尿素熱解爐 河北ISO14001環境管理體系認證流程 河北認證公司
河北ISO14001環境管理體系認證流程 河北認證公司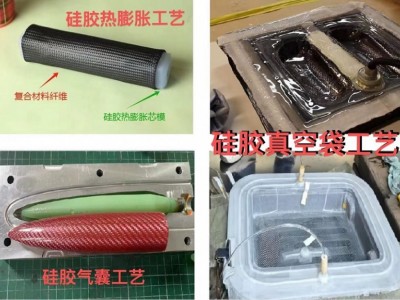 碳纖維復合材料成型使用硅橡膠有什么優勢
碳纖維復合材料成型使用硅橡膠有什么優勢 TPU-219 空氣增壓泵 氣體增壓機蘇州廠家
TPU-219 空氣增壓泵 氣體增壓機蘇州廠家 山立濾芯SLAF-30HC/C SLAF-30HT/C
山立濾芯SLAF-30HC/C SLAF-30HT/C 本公司專業生產數控銑床,需要加工生產的來
本公司專業生產數控銑床,需要加工生產的來 廣州社保代理,社保代繳,交白云區社保,為入戶交社保
廣州社保代理,社保代繳,交白云區社保,為入戶交社保 行星式攪拌機勻質、高效雙重價值拉滿就問你city不city?
行星式攪拌機勻質、高效雙重價值拉滿就問你city不city? 醫院泵房負壓吸引系統殺菌裝置 真空泵排氣口消毒殺菌裝置
醫院泵房負壓吸引系統殺菌裝置 真空泵排氣口消毒殺菌裝置 廣州社保代理,廣州各區社保代繳,花都區社保代理代繳
廣州社保代理,廣州各區社保代繳,花都區社保代理代繳 衡水科勝ks-2型易拉罐半自動封罐機|半自動封罐機
衡水科勝ks-2型易拉罐半自動封罐機|半自動封罐機 立軸行星式攪拌機堅持“行星”發力聚焦UHPC行業攪拌
立軸行星式攪拌機堅持“行星”發力聚焦UHPC行業攪拌 醫院負壓吸引過濾器裝置 醫院負壓吸引滅菌過濾器
醫院負壓吸引過濾器裝置 醫院負壓吸引滅菌過濾器 嘉隆JHF5-1 JHF5-3 JHF5-6濾芯
嘉隆JHF5-1 JHF5-3 JHF5-6濾芯 北京豐臺家用別墅電梯體驗中心
北京豐臺家用別墅電梯體驗中心 阿普達過濾器濾芯AM0090-B AM0090-C
阿普達過濾器濾芯AM0090-B AM0090-C 撫順 鴻謙無菌臥式儲水罐 食品級臥式無菌水罐
撫順 鴻謙無菌臥式儲水罐 食品級臥式無菌水罐 佛山廣告噴繪公司/易拉寶X展架快幕秀制作/拉網展架批發廠家
佛山廣告噴繪公司/易拉寶X展架快幕秀制作/拉網展架批發廠家 日本北澤KITZ進口蝶閥全新正品
日本北澤KITZ進口蝶閥全新正品 北京攪拌站設備拆除回收公司整廠拆除收購商混站拌合站物資機械
北京攪拌站設備拆除回收公司整廠拆除收購商混站拌合站物資機械 廠家生產直銷不銹鋼凸輪轉子泵,萬用輸送泵,三葉泵,蝶形泵
廠家生產直銷不銹鋼凸輪轉子泵,萬用輸送泵,三葉泵,蝶形泵






")